咨询热线:139015027870519-88812009
咨询热线:139015027870519-88812009
加热打孔针辊常见故障及排除方法
我们的社会一直在进步,而且我们身边的设备也在不停的更新换代,在机械行业里,我们会见到很多的机械设备,大家可能没有对这一行业进行过了解,所以并没有特别的知道一些机械设备的作用都是怎样的,不过没有关系的,我们接下来就来了解一下关于加热打孔针辊的相关信息,即使大家没有特别的了解,我们也会和大家来讲一讲如果加热打孔针辊出现了故障的话,我们应该怎么办吧。
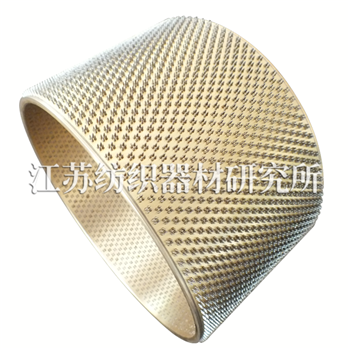
加热打孔针辊是电脑控制打孔动作、运行轨迹的一种打孔针辊;亦称电脑数控冲孔机,是电脑软件技术与机械工程技术出色配合的新方向和典范。加热打孔针辊系统通过计算机对摄像头可视范围内的采样图形捕捉,分析;控制传动部件移位,气动部件冲孔,自动达到客户要求的定位孔冲孔速度快,准确度高,操作简单的需求,它的常见故障及排除方法:
1、冲头打下去上不来:将气压调至4-5KGGM将打孔针辊冲头上调0.5MM位置,使打孔针辊冲头打下去浅点。
2、打出来有毛边或打不掉:先用金钢挫将下模磨五六分钟左右,然后用油石磨二三分钟即可,如果此方法打出来还是有毛边,请联系加热打孔针辊生产厂家。
3、冲孔时会拉坏塑料袋:检查气压是否偏低检查打孔信号系统是否正常检查打孔针辊与切刀是否同步。
4、打孔针辊打下去的停留时间是否过长间歇性冲不到孔或时好时坏:检查气压是否偏低,气量是否不足,检查电磁阀是否进水或消声器堵塞,检查气缸是否漏气。
本篇文章主要就是介绍了加热打孔针辊常见故障及排除方法,所以我们应该对此有了一些了解和认识了吧,那么朋友们在使用加热打孔针辊的时候如果出现问题,或者有任何的疑问,都可以和我们进行相关的咨询的,我们具备较优异的技术,较先进的产品,较专业的加热打孔针辊厂家,欢迎前来。
 无纺布生产机械
无纺布生产机械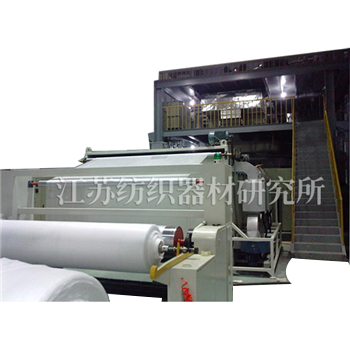 SS无纺布生产线
SS无纺布生产线 SSS无纺布设备
SSS无纺布设备